
Search
VPC Line Card - ENG
VPC Line Card - FR
Quadruple Piston Diaphragm Pumps
The ABEL® HMQ pump model is known for being extremely energy effiicient and is housed in nodular cast iron, stainless steel, or it is rubber lined allowing for outstanding service life and dependability. Excellent for transferring abrasive materials under high pressures as well as slurries with a high mineral based content such as in the mining or asphalt industries. The ABEL® HMQ is fitted with four pre-formed diaphragms that remain stable during operation and come equipped with ball and/or API cone valves. Typical applications include Mine Dewatering, Thickener Underflow, Backfilling, Sludge/Fluid Transfer, Autoclave Feed, and Filter Press Feed as well as others. More information below.
ABEL® HMQ
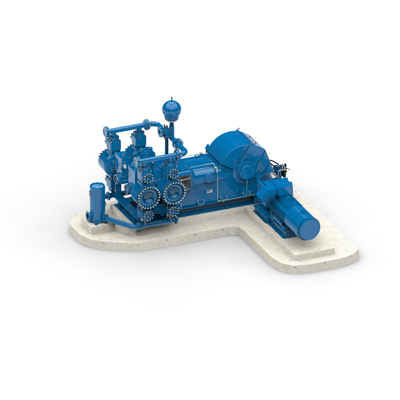
- Max Flow Rate Per Minute: 400 m³/h (1760 GPM)
- Max Pressure: 23 MPa (3335 PSI)
ATEX Design Available
HMQ Pump Brochure
- https://abelpumps.com/wp-content/uploads/ABEL_HMT_HMQ_Piston_Diaphragm_Pumps_GB-02_2020.pdf
- (Copy/paste link to your browser to obtain pdf)
HMQ Performance Sheet
- https://abelpumps.com/wp-content/uploads/HMQ_Performancechart_02_2020_o.-Skalierung.pdf
- (Copy/paste link to your browser to obtain pdf)
